Profile,design principles and index
1.1Profiles
1.2 Design principles
1)On the premise of ensuring that the relevant pollutant emission standards are met,"Reliable operation never affect smelting process and workers' operating habit" is considered as an important design objective.
2)Optimize and design carefully to reduce and save one-time engineering investment.
3)To ensure fire safety, to strive for the advancement of comprehensive benefits, and to fully improve the dust capture rate under the premise of ensuring the emission concentration of pollutant is up to the standard.
4)Ensure long-term stable operation, simple and convenient management.
1.3 Design index
Table 1
Dedusting system's technical process and solution
2.1Dust capture method
Dedusting method for 30T induction furnace:Mobile semi-airtight housing.
3×30T induction furnaces share a set of dedusting system,and adjust the air distribution at each point through the valves on their respective pipelines.
2.2 Process flow
After the flue gas from the feed inlet of induction furnace is collected by the dust hood and passes through the adjusted butterfly valve. The dust enters the bag filter through the dust collecting pipe. At this time, the large particles in the dust are separated by the dust collector by gravity. The large particles enter the dust hopper of the dust collector and the fine particles enter the bag filter. The dust adhered to the surface of the bag is concentrated in the dust hopper of the dust collector through the filter bag filtration and pulse blowing. The dust is recovered or utilized by the controller. The clean air after being treated by the bag filter is discharged through the draught fan. Finally, it is discharged into the atmosphere through the chimney. The dust collected by the bag filter is discharged through the flap valve. The system process is as follows:
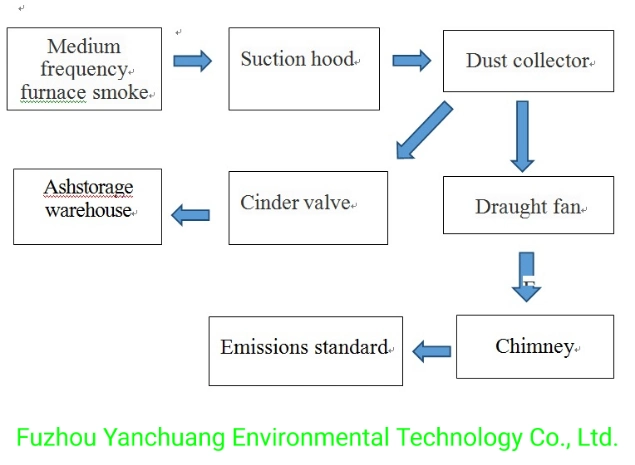
The induction furnace dust removal system consists of dust hood, air duct, electronic valve, mixed valve, bag filter, draught fan, chimney and electrical control system. After the smoke and dust from the intermediate frequency furnace were generated by the dust hood, they enter the dust collector through the adjusted butterfly valve and the air inlet pipe ,to collect large particles and play a role of flame retardance. Then, the dust is trapped outside the filter bag by the pulse bag type dust collector. Finally,the dust collected by the dust collector and the bagged dust collector is recycled through the swing valve.
2.3 Air volume determination and distribution
1.1Profiles
| No. | Name | Parameter |
| 1 | Smelting equipment | Induction furnace |
| 2 | Capacity | 30T |
| 3 | Quantity | 3 sets |
1)On the premise of ensuring that the relevant pollutant emission standards are met,"Reliable operation never affect smelting process and workers' operating habit" is considered as an important design objective.
2)Optimize and design carefully to reduce and save one-time engineering investment.
3)To ensure fire safety, to strive for the advancement of comprehensive benefits, and to fully improve the dust capture rate under the premise of ensuring the emission concentration of pollutant is up to the standard.
4)Ensure long-term stable operation, simple and convenient management.
1.3 Design index
Table 1
| No | Item | Unit | Design index | Index or policy | |
| Index | Policy | ||||
| Dust capture rate | % | ≥95 | There is no yellow smoke outside the roof | ||
| Amount of dust collecting | kg/T | ≥10 | |||
| emission | mg/Nm3 | ≤40 | <50 | ||
| collection efficiency | % | >95 | |||
| Job dust | mg/m3 | <10 | <10 | Hygienic Standards for the Design of Industrial Enterprises | |
2.1Dust capture method
Dedusting method for 30T induction furnace:Mobile semi-airtight housing.
3×30T induction furnaces share a set of dedusting system,and adjust the air distribution at each point through the valves on their respective pipelines.
2.2 Process flow
After the flue gas from the feed inlet of induction furnace is collected by the dust hood and passes through the adjusted butterfly valve. The dust enters the bag filter through the dust collecting pipe. At this time, the large particles in the dust are separated by the dust collector by gravity. The large particles enter the dust hopper of the dust collector and the fine particles enter the bag filter. The dust adhered to the surface of the bag is concentrated in the dust hopper of the dust collector through the filter bag filtration and pulse blowing. The dust is recovered or utilized by the controller. The clean air after being treated by the bag filter is discharged through the draught fan. Finally, it is discharged into the atmosphere through the chimney. The dust collected by the bag filter is discharged through the flap valve. The system process is as follows:
The induction furnace dust removal system consists of dust hood, air duct, electronic valve, mixed valve, bag filter, draught fan, chimney and electrical control system. After the smoke and dust from the intermediate frequency furnace were generated by the dust hood, they enter the dust collector through the adjusted butterfly valve and the air inlet pipe ,to collect large particles and play a role of flame retardance. Then, the dust is trapped outside the filter bag by the pulse bag type dust collector. Finally,the dust collected by the dust collector and the bagged dust collector is recycled through the swing valve.
2.3 Air volume determination and distribution
- For 30T induction furnace
| No | Item | Unit | 30T induction furnace |
| 1 | Quantity | Set | 3 |
| 2 | Capture method method | Semi-airtight housing | |
| 3 | System exhaust capacity | m3/h | 500000 |
| 4 | System resistance | Pa | 4200 |
| 5 | Velocity in the pipeline | M/s | 16-19 |
| 6 | Main air blower | Y4 -73No.27D /730 rpm | |
| 7 | Main drive motor | Y560L1-8/800KW/10V | |
| 8 | Blower startup | Frequency converter 800KW/10KV | |
| 9 | Filter area | M2 | 6500 |
| 10 | Filtration velocity | M/min | ~1.3 |
| 11 | Pressure of compressed air | MPa | >=0.4 |
| 12 | Compressed air consumption | NM3/min | 4 |
| 13 |
| mm | Φ3200 |
| 14 | Chimney diameter×H | mm×m | Φ4000×2 |